
This article discusses Inspection and Testing methodologies and outlines the multipath approach to Quality and Inspection adopted at Tenkay as part of our “Right First Time” philosophy.
At Tenkay we are occasionally asked why we do not have 100% Inspection of our products. 100% final inspection is often seen as the only way to ensure that fault free, quality products reach the customer.
In fact, far from ensuring that no defects reach the customer Juran, in his book “Juran’s Quality Handbook”, has written that, based on his studies performed on Inspector accuracy, 100% inspection is (only) about 87% effective. (Juran, 1999)
Dr Deming discusses the role of inspection in his book “Out of Crisis” in which he sets out 14 key principles for management to follow for significantly improving the effectiveness of a business or organization.
His Third principle states “Inspection does not improve the quality, nor guarantee quality. Inspection is too late. The quality, good or bad, is already in the product.” (Deming, 1982)
This does not mean that Inspection has no role to play in producing a quality product, it means that quality has to be built into the organisation such that products are manufactured “Right First Time”, the role of Inspection shifts from being a safety net to the role of maintaining, and improving, the quality of the process and products.
To quote Dr Deming again “Cease dependence on inspection to achieve quality. Eliminate the need for inspection on a mass basis by building quality into the product in the first place.”
Shigeo Shingo is considered by many to have been the worlds’ leading expert manufacturing practitioner and was a powerful force behind the Toyota Production System. He was the person behind Poka-yoke (Error proof) and Just-In-Time methods.
In his views, there are three types of inspection:
- Judgment Inspection – inspections that discover defects
- Informative Inspection – inspections that reduce defects
- Source Inspection – inspections that eliminate defects
Judgment inspection is an inspection that is performed after the fact to discover defects. The batch is produced, and then inspection is performed to determine if the lot is acceptable or not. The safety net approach.
In Shingo’s words “It (Judgment Inspection) remains inherently a kind of post-mortem inspection however, for no matter how accurately and thoroughly it is performed, it can in no way contribute to lowering the defect rate in the plant itself.” Shingo continues to state that the Judgment Inspection method is consequently of no value, if one wants to bring down defect rates within plants.
Informative Inspection is an inspection that helps in reducing defects. This method feeds back information to the work process involved, thus allowing actions to take place to correct the process. Shingo describes three types of Informative Inspections:
- Statistical Quality Control Systems – This is the system where production data such as efficiencies and failure rates are monitored and analysed in order to identify trends or out of control processes, and thus aid in getting the process back to stability.
- Successive Check Systems – This is the system where the component gets inspected by the next operator in the line. Any defect is identified and corrected almost immediately by letting the previous operator know. This is sometimes known as a “Buddy Check”
- Self-check systems – This is the system where the operator can inspect the work that he/she did, and fix the problem immediately.
The final category is Source Inspection. In this category, the feedback loop is so short that as soon as the error occurs, the feedback kicks in preventing the error from becoming a defect. An example of source inspection is First Off Inspection.
The key in determining value in the inspection process is the length of the feedback loop. Judgmental Inspection is the least value adding in this regards because the product lot is already built and completed. Informative Inspection is value adding, since the feedback loop is considerably shorter. Finally, the source inspection is the most value adding since the feedback loop is the shortest. Thus, the shorter the feedback loop, the higher the inspection method’s value. (Jose, 2015)
Here at Tenkay we use a Multipath approach to inspection and test which uses a combination of all three inspection types.
There follow two examples, Printed Circuit Assembly and Wiring Loom Assembly.
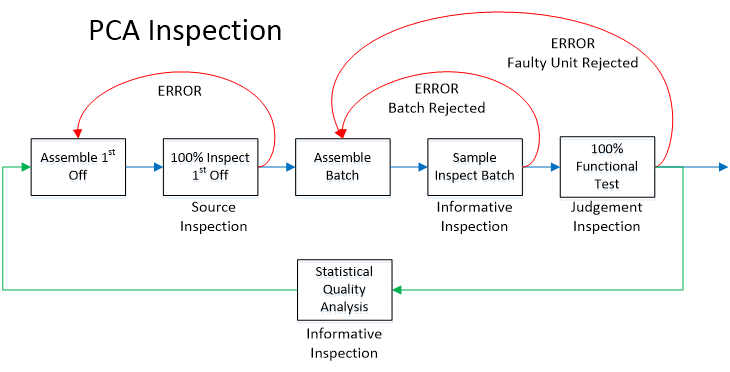
1 Printed Circuit Assembly
PCAs assembled at Tenkay can be either conventional through hole plated which are hand assembled or Surface Mount assemblies which are silk screened, component placed and reflow soldered by our SMT production line. The inspection regimes are the same for both except for an additional reel and feeder inspection before assembly commences on the SMT line.
In all cases a single board or panel is assembled and soldered and then presented for first off inspection. The test department will perform a 100% inspection and full functional test (where applicable). Assembly is not permitted to proceed until the first off has successfully passed this stage. Any errors are immediately fed back and corrected. (Source Inspection)
The Assembly of the batch then proceeds. A sample of the batch is then 100% inspected. The sample size is determined by the Senior Quality Inspection based on the pass rate history but is typically 5%. If a single error is found the entire batch is sent back to the PCB line for self-inspection and rework by the operative. (Informative Inspection).
Finally, all PCAs are Functionally tested, this will pick up any component failures that inspection alone cannot find. Any faulty PCAs are sent back for rework (Judgement Inspection).
Data such as failure rate is recorded and analysed to ensure that the quality of the process is maintained (Informative Inspection).
2 Wiring Loom Assembly
Wiring Looms and cable assemblies follow a similar regime whereby a single example is made. This will be presented for first off inspection. The Quality Control department will then perform a 100% inspection on the first off and test on the Automeg ATE system for open circuits and potential shorts with high voltage testing. Assembly is not permitted to proceed until the first off has successfully passed this stage. Any errors are immediately fed back and corrected. (Source Inspection)
The Assembly of the batch then proceeds. A sample of the batch is then 100% inspected. The sample size is determined by the Senior Quality Inspector based on the pass rate history but is typically 5%. If a single error is found the entire batch is sent back to the operator for rework. (Informative Inspection).
Data such as failure rate is recorded and analysed to ensure that the quality of the process is maintained (Informative Inspection).
At the beginning of this article I said that we are occasionally asked why we do not have 100% Inspection of our products. Hopefully this article will have demonstrated why 100% inspection alone is unsatisfactory and the advantages of our multipath approach to inspection and test.
References
Deming, W Edwards. 1982. Out of the Crisis. Out of the crisis. 1982.
Jose, Harish. 2015. Is Inspection Value Added? My notes....Quality, Data Science, Strategy & Lean. [Online] August 30th, 2015. [Cited: October 12th, 2016.] https://harishsnotebook.wordpress.com/2015/08/30/is-inspection-value-added/.
Juran. 1999. Measure of Inspector and Test Accuracy. [book auth.] Joseph M Juran. Juran's Quality Handbook. s.l. : McGraw Hill, 1999.
If you need to subcontract part of your manufacturing process and need a reliable partner, call us today to see what we can do.
